


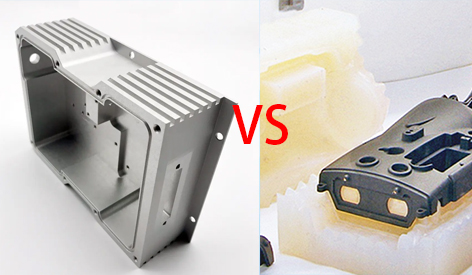
In agro fabricationis prototyporum, machinatio CNC et productio formarum siliconis duae sunt artes vulgo adhibitae, quarum utraque propria commoda offert secundum necessitates producti et processus fabricationis. Analysis harum methodorum ex diversis perspectivis — ut puta tolerantiae, perfectionis superficiei, deformationis ratibus, celeritatis productionis, sumptus, et compatibilitatis materiarum — perspicientiam utilem praebet ad artem aptam eligendam.
Tolerantiae Producti et Praecisio:
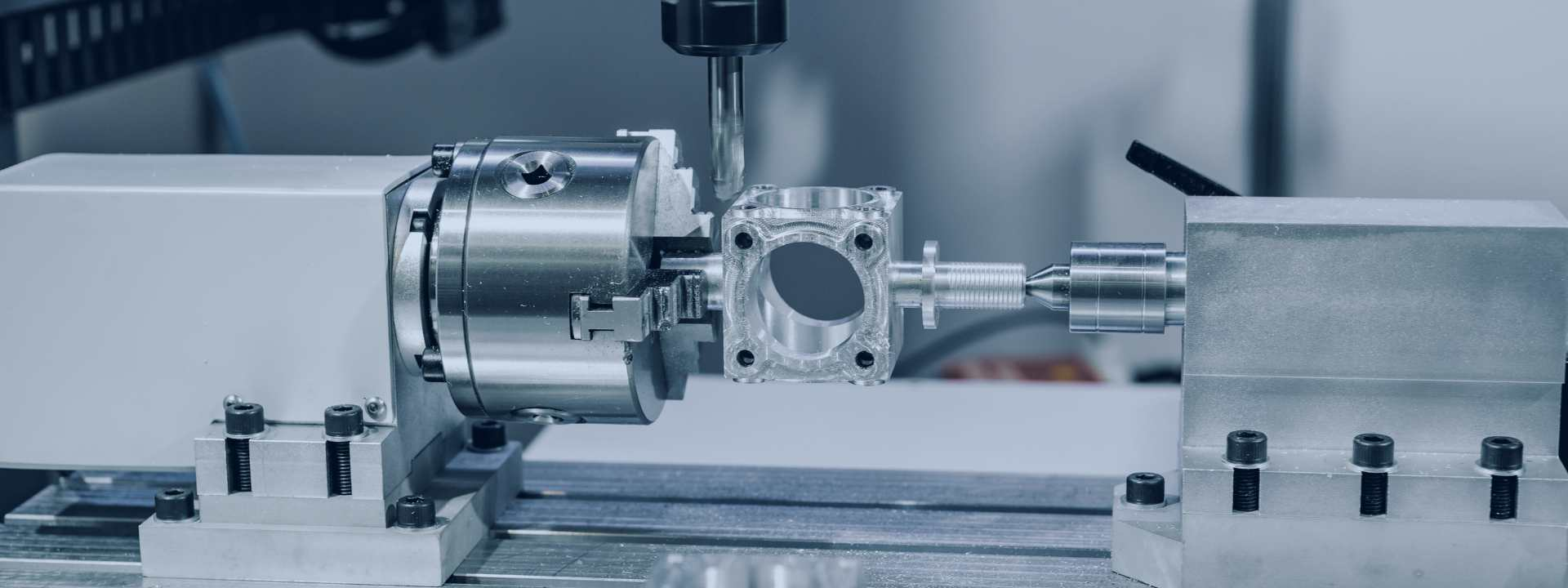
Machinatio CNC propter praecisionem magnam praeclara est, cum tolerantiis tam angustis quam ±0.01 mm, ita ut sit electio idealis pro geometriis complexis vel partibus quae accuratiam subtilem requirunt. Hoc praecipue interest pro coetibus mechanicis vel prototypis functionalibus ubi praecisio critica est. Contra, productio formae siliconis minorem praecisionem offert, cum tolerantiis typicis circa ±0.1 mm. Attamen, hic gradus praecisionis saepe sufficit pro multis rebus usui destinatis vel prototypis in stadio initiali.
Superficies Superficialis et Qualitas Aesthetica:
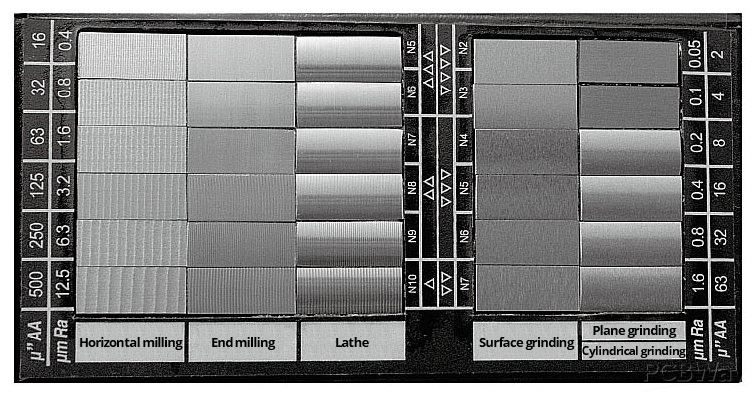
Machinatio CNC superficies egregias producit, praesertim metallis et materiis plasticis rigidis. Optiones post-processus, ut anodisatio, iactatio globulorum metallicorum, vel politura, qualitatem superficiei augere possunt, aspectum et tactum exquisitum praebentes, quod essentiale est ad prototypa aesthetica. Contra, formae siliconis texturas et subtilitates satis bene replicare possunt, sed saepe secundariam polituram requirunt ad comparabilem superficiei levitatem consequendam, praesertim cum materiis mollioribus ut gummi vel elastomeris.
Deformatio et Integritas Structuralis:
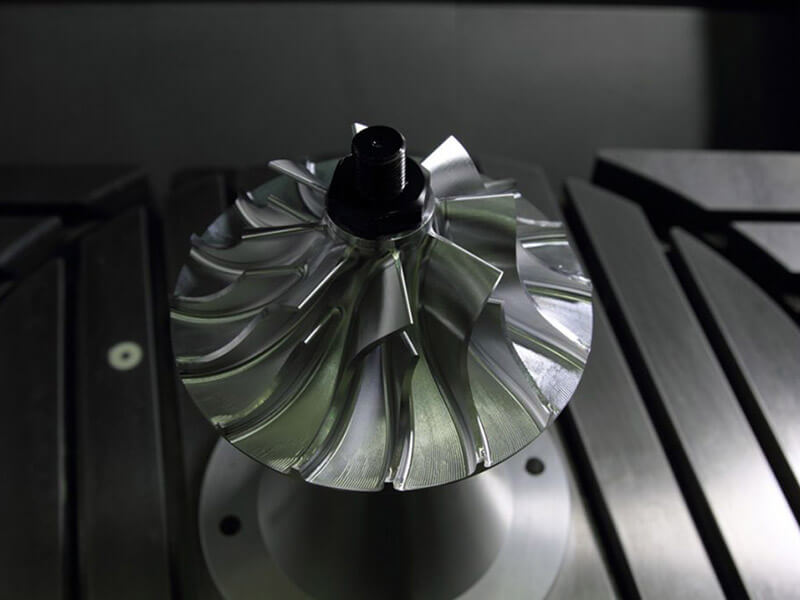
Machinatio CNC, cum sit processus subtractivus, praebet altam integritatem structuralem cum minima deformatione, cum nulla calefactio aut curatio adsit. Hoc eam aptam reddit partibus quae stabilitatem dimensionalem conservare debent, praesertim sub onere aut tensione. Productio autem formae siliconeae materias fusas implicat quae contractionem vel deformationem levem per processum curationis experiri possunt, quod accuratiam producti finalis afficere potest, praesertim pro componentibus maioribus aut crassioribus.
Celeritas Productionis et Tempus Ducendi:
Quod ad celeritatem productionis attinet, forma siliconica magnum commodum habet in creandis pluribus prototypis intra tempus brevius. Postquam forma parata est, productio celeriter crescere potest, ita ut apta sit ad fabricationem parvarum copiarum et probationem mercatus. Machinatio CNC, quamquam tardior est ad productionem magnae quantitatis, tempora conversionis rapida praebet pro partibus singularibus vel parvae quantitatis, ita ut melior sit electio pro prototypis initialibus vel cum iterationes designandi frequentes sunt.

Sumptus et Usus Materiae:
Machinatio CNC plerumque maiores sumptus implicat propter sumptum materiarum rudis (praesertim metallorum) et tempus machinae ad partes complexas requisitum. Praeterea, processus CNC ad iacturam materiae ducere possunt, praesertim in fabricatione subtractiva ubi partes magnae materiae removentur. Contra, productio formae siliconeae magis sumptibus parvis efficacior est pro seriebus parvi voluminis, cum sumptus materiae minores sint et formae iterum adhiberi possint. Attamen, formatio siliconea requirit investitionem initialem in instrumentis, quae fortasse non iustificatur pro quantitatibus perparvis vel prototypis singularibus.

Concludendo, machinatio CNC et productio formarum siliconis ambae partes gravissimas in fabricatione prototyporum agunt, utraque apta ad diversos gradus evolutionis producti. Machinatio CNC praefertur ad prototypa altae praecisionis, rigida et detallada, dum forma siliconis solutionem celeriorem et efficaciorem offert ad productionem flexibilem, ergonomicam vel multi-unitatum. Intellectus requisitorum specificorum prototypi, inter quos tolerantiae, ornatus superficiei, volumen productionis et necessitates materiae, essentialis est ad methodum rectam pro incepto tuo eligendam.
Tempus publicationis: XXIII Oct. MMXXIV